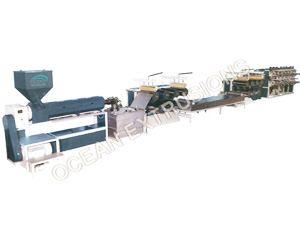
Process
Monofilament extrusion is a very straight forward extrusion process. The plastic resins used could be of medium viscosity extrusion grades. HDPE/PP is a popular plastic that is used in PP monofilament extrusion line. Compared to other extrusion processes, processing temperatures are generally kept at a higher point for monofilament extrusion. The typical melt temperatures being kept at 20to30°C above the nominal melting point of the particular resin in use.
For having maximal process stability, ideally the draw-down ratio, that is evaluated by die diameter relative to the monofilament diameter, is to be kept between 4:1 and 10:1, as soon as the filament flows out of the first water quench bath. The quantum of filament orientation, and the temperatures for subsequent drawing and annealing is determined on the basis of trials involving measurements of the necessary end-use properties for the monofilament.
Applications
1. rope
2. monofilament
3. fishing net
4. safety rope
5. heavy duty rope
6. general rope
Model Description
SR NO. |
PLANT MODEL |
SCREW SIZE (MM) |
SCREW L/D RATIO |
FEED SECTION
TYPE |
NO. OF LINES |
STATION WINDERS |
MAX PRODUCTION CAPACITY
(KGS PER HOUR) |
TOTAL CONNECTED LOAD (KW) |
MAIN DRIVE
(HP) |
POLYMER
TO BE PROCESSED |
DIMENSION OF PLANT IN FEET |
L |
W |
H |
1 |
OESMF50 |
50 |
28:1 |
SMOOTH FEED |
80 |
6 |
40 |
42.6 |
10 |
PP/HDPE |
60 |
20 |
8 |
2 |
OESMF65 |
65 |
28:1 |
SMOOTH FEED |
140 |
10 |
60 |
57 |
15 |
PP/HDPE |
70 |
20 |
8 |
3 |
OESMF75 |
75 |
28:1 |
SMOOTH FEED |
240 |
14 |
90 |
69.8 |
25 |
PP/HDPE |
70 |
20 |
8 |
4 |
OESMF75 |
75 |
28:1 |
SMOOTH FEED |
280 |
16 |
100 |
70 |
25 |
PP/HDPE |
70 |
6 |
8 |
5 |
OESMF90 |
90 |
28:1 |
SMOOTH FEED |
400 |
24 |
150 |
111.6 |
50 |
PP/HDPE |
90 |
20 |
8 |
6 |
OESMF51 |
51 |
28:1 |
GROOVE FEED |
200 |
12 |
90 |
63.8 |
20 |
PP/HDPE |
70 |
20 |
8 |
|