Extrusion Process
Introduction
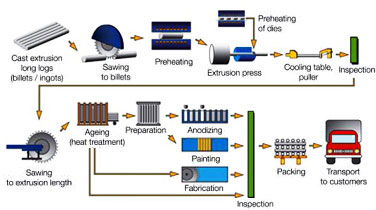
Extrusion is the process which is used to manufacture long as well as straight metal parts. In other words, extrusion process is used for the development of such objects that have a cross-sectional profile, which is fixed. With the use of extrusion process, the cross-sections can be made in a number of shapes such as solid round, T shapes, rectangular, Tubes, L shapes, etc. Basically, in the extrusion process the metal is squeezed in a die with the use of hydraulic or mechanical press.
A Brief History
First extrusion process was patented in 1797 by Joseph Bramah, for the development of lead pipe. This process involved two steps, first in which metal was preheated and the second step was to force the heated metal through a die through a plunger that was hand driven. In the year 1820, Thomas Burr acquired success in constructing the hydraulic powered press, which was first of its type. Till this time, extrusion process was known as squirting. In the year 1894, Alexander Dick gained success in expanding the extrusion process to the brass and copper alloys.
Features And Benefits of Extrusion Process
Extrusion process provides a number of benefits over the other production processes. One of these benefits is the ability of extrusion to create extremely complex cross-sections as well as work materials, which are frangible as the material encounters only the shear and compressive stresses. Its another benefit is that with the use of best Extrusion Equipments or Extrusion Machines, such parts can be created that have an exceptional surface finish.
Till date, many Extrusion Machines have been developed and used to create objects having cross-sectional profile. The features of the Extrusion Process are tabulated below:
| Cost Effective |
Minimizes the requirement of secondary machining process |
| Cross Section |
Wide variety of cross-sections can be made |
| Surface Finish |
For Steel is 3 µm; (125 µ in)
For Aluminum and Magnesium -0.8 µm (30 µ in) |
| Minimum Thickness |
For Steel 3 mm (0.120 in)
For Aluminum and Magnesium 1mm (0.040 in) |
| Minimum Cross Section |
For Steel 250 mm (0.4 in) |
| Corner And Fillet Radii |
For Aluminum and Magnesium 0.4 mm (0.015 in)
For Steel the minimum corner radius is 0.8mm (0.030 in) and fillet radius is 4 mm (0.120 in) |
| |
|
|
Some General Points Of Extrusion Process
- Extrusion can be semi-continuous (creating a number of pieces) or continuous (theoretically creating indefinitely long material)
- Extrusion process can be done with the hot material or cold material
- Metals, concrete, polymers, ceramics and foodstuffs are the material that can be commonly extruded
- Extrusion ratio may be extremely large along with the development of qualitative parts
- Extrusion process is of three types:
- Hot Extrusion
- Cold Extrusion
- Warm Extrusion
- Extrusion Defects
| Surface cracking |
It occurs when the surface of an extrusion splits. This is generally caused by the high values of extrusion temperature, speed or friction. The cracking may also occur at lower temperatures, in case the extruded product temporarily sticks to the die. |
| Pipe |
A flow pattern that draws the surface oxides and impurities to the center of the product. Such a pattern is normally caused by high friction or cooling of the outer regions of billet. |
| Internal cracking |
It occurs when the center of extrusion develops cracks or voids. These cracks are directly attributed to a state of hydrostatic tensile stress at the centerline in the deformation zone in the die. |
|
|
|