Direct Extrusion And Indirect Extrusion
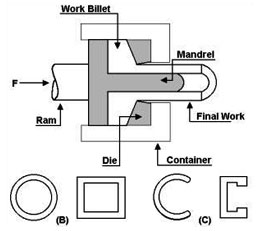 Direct extrusion is also called forward extrusion and it is the most general extrusion process. Its work operation includes the placement of the billet in a container, which is heavily walled. Ram or screw is used to push the billet through the die. In between the billet and ram, there is a dummy block, which is reusable and is used for keeping them separated. Direct extrusion is also called forward extrusion and it is the most general extrusion process. Its work operation includes the placement of the billet in a container, which is heavily walled. Ram or screw is used to push the billet through the die. In between the billet and ram, there is a dummy block, which is reusable and is used for keeping them separated.
Disadvantages of Direct Extrusion
One of the major disadvantages of the direct extrusion process is that the force needed for the extrusion of billet is more than what is required in the indirect extrusion process. This is because of the introduction of frictional forces due to the requirement for the billet to move the container's entire length. Hence, greatest force is required at the start of the process, which decreases slowly with the use up of billet. At the billet's end, the force is largely increased as the billet is thin and the material has to flow radially for existing the die. For this reason, the butt end of the billet is not used.
Indirect Extrusion
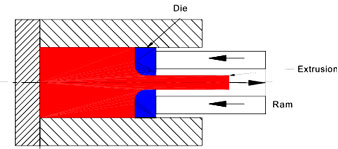
Indirect extrusion is also called backwards extrusion and in this process, the die is constant whereas the billet & container move together. To keep the die stationary, a “stem” is used which must be longer than the length of container. The final and maximum extrusion length is decided by the stem's column strength.As the billet movement is along with the container, all the frictional forces are easily eliminated. This results in following advantages:
- 25 to 30% reduction of friction, allowing extrusion of larger billets, enhanced speed, and an increased ability to extrude smaller cross-sections
- Less tendency for extrusions to crack as no heat formation takes place from friction
- Container liner lasts longer, due to less wear
 More uniform use of billet ensures that extrusion defects & coarse grained peripherals zones are less likely More uniform use of billet ensures that extrusion defects & coarse grained peripherals zones are less likely
Disadvantages of Indirect Extrusion
There are a couple of disadvantages of the indirect or backward extrusion. This process is not as versatile as the process of direct extrusions, as the cross-sectional area is confined by the stem's maximum size. Also, the defects and impurities on the billet's surface affect the extrusion's surface. These defects destroys the piece, if it requires to be anodized or if its aesthetics are important. To eliminate this, the billets have to be wired brushed, chemically cleaned or machined before being used.
|
|